金属3Dプリント部品の追加工をしてみた!【JLCPCB 3Dプリントサービス】
先日LCPCBの3Dプリントサービスで作成した金属パーツの追加工をしてみましたので共有させていただきます!!
JLCPCBの3Dプリントサービス↓↓↓
前回の記事↓↓↓
●発注したパーツの観察
まずは届いたパーツを詳しく見ていきます。
・素材について
現在JLCPCBで利用できる金属素材はステンレスの316Lです。
同じオーステナイト系のステンレスであるSUS304と比べてSUS316はモリブデンが添加されている為、耐食性に優れています。
機械特性や加工難易度はほぼ同じです。
末尾のLは“Low carbon”の意味で炭素量が少ないことを示しています。
ステンレスSUS316とは?その特徴や類似素材との違いを解説 | meviy | ミスミ
また、SUS316Lは金属アレルギーが出にくい事でも知られています。
指輪など、オリジナルアクセサリーの作成に最適かもしれません...!!!
・表面の仕上がりについて
エッジがしっかりと立っており、基本的に造形のクオリティはすごく高いです。
各面を詳しく見ていきます。
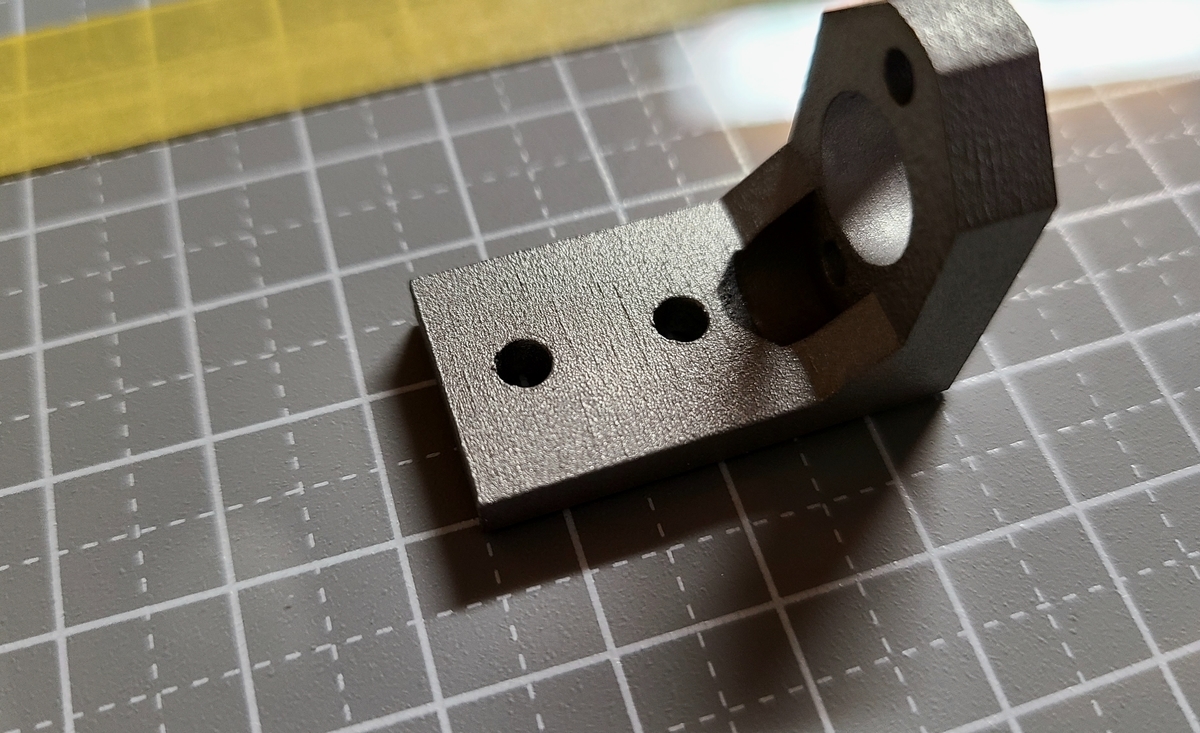
底面(Z面)
底面はとても綺麗に見えます。
一番平面がしっかり出ています。
穴も綺麗に開いてますね!
側面(XY面)
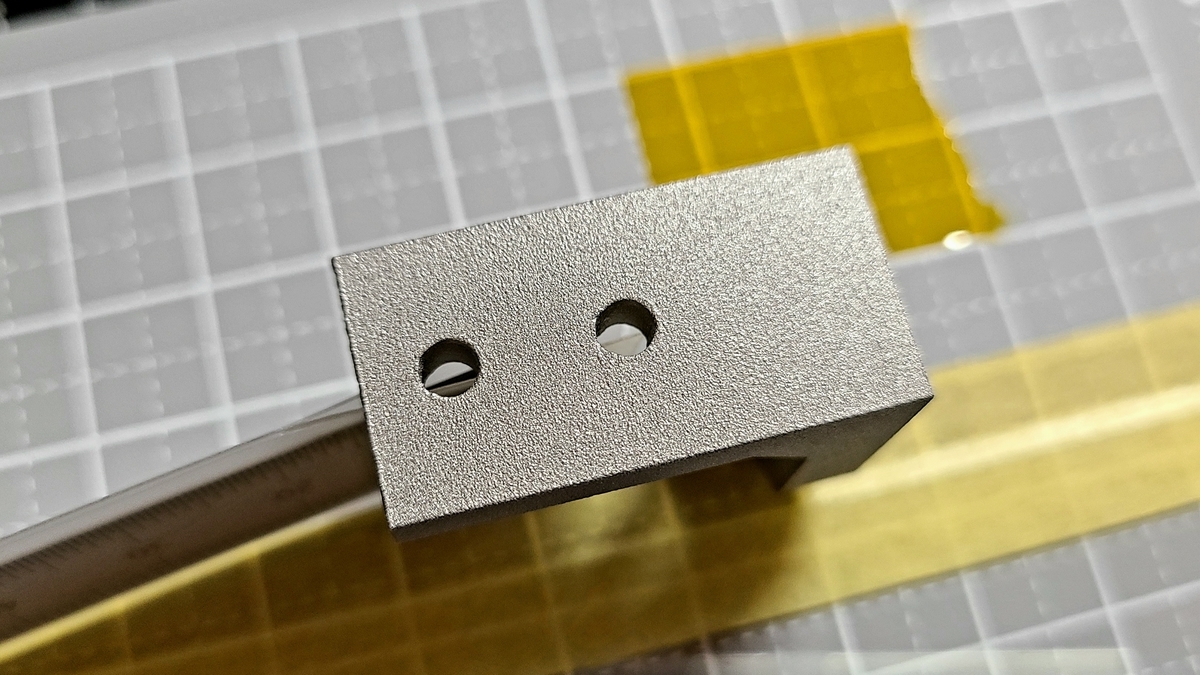
底面の次に凹凸が少ないのは側面です。
よく見ると積層跡が見えますが、概ね綺麗な仕上がりです。
横穴は上部が少し垂れているように見えますが、この程度ならあまり気にならないです。
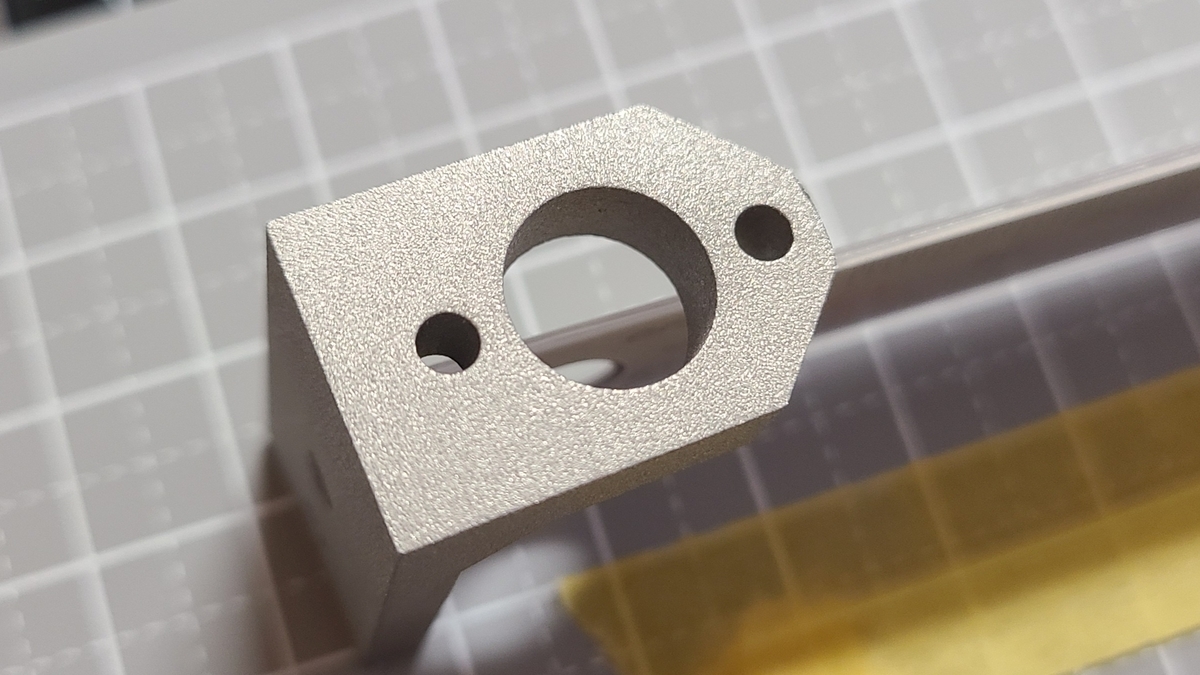
上面(Z面)
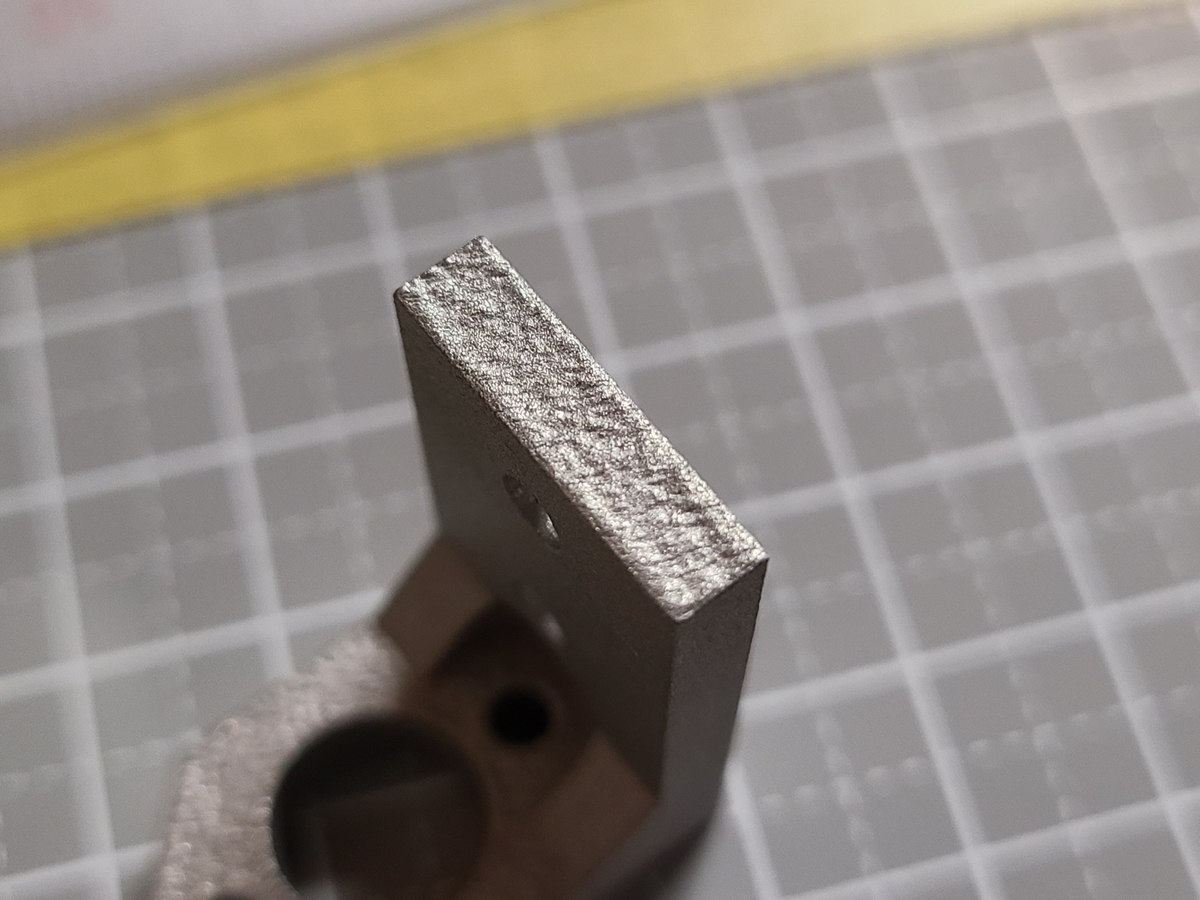
この面が一番凸凹しています。
全体的に梨地のようになっており、まるで鋳物のようです。
よく観察するとエッジ付近が盛り上がり、エッジから遠い部分は凹んでいるように見えます。
・寸法公差について
JLCPCBの公式サイトによるとSLMの造形品の寸法公差は0.2mmまたは0.3%以内となっています。
実際に測定すると、1番公差が少ない部分でXY方向は+0.02mmほど太ってます。
ほぼ設計通りの値が出ているように見えますが、エッジ部分は場所によっては+0.2mmほど太っていました。
平坦に見えても少し歪んでいるようです。
Z方向の公差はもっと大きく、±0.1~0.7mmといった具合です。
全体的に太る傾向にあるので、精度が欲しい箇所の設計は各面を-0.1〜-0.2mmくらい細めに調整して、特に気にする部分は最後にヤスリ等で整えると良いかもしれません。
●実際に加工してみる
実際に追加工をしてみました。
今回は公差の事は考えずにそのままの寸法で発注したため、各部の仕上がり寸法が大きかったり小さかったりします。
・ヤスリがけ
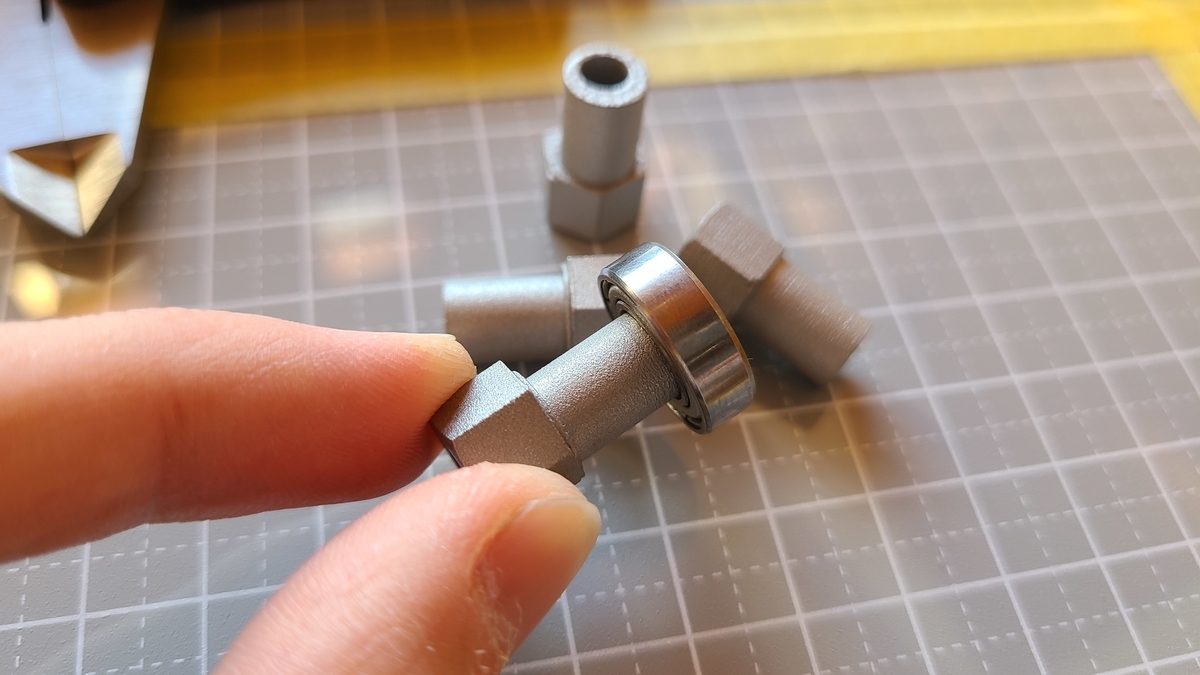
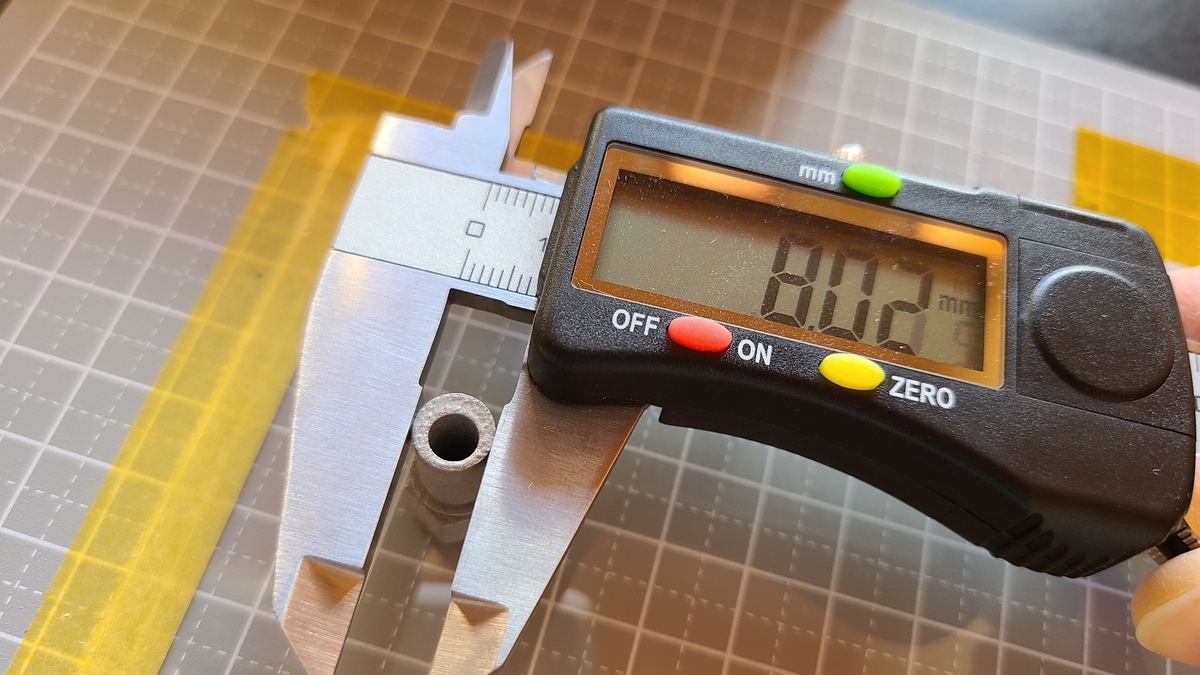
直径8mmで発注した円柱が8.02mmと少し大きく仕上がっているため、ベアリングを通すことが出来ません。
これをヤスリで削ってサイズ調整します。
使ったヤスリは模型用スポンジヤスリの#600です。
最近は100円ショップのセリアでも売ってます。
 神ヤス! スポンジ布ヤスリ 3種類セットB 2mm厚 約105×20mm #600/#800/#1000 GH-KS2-A3B")
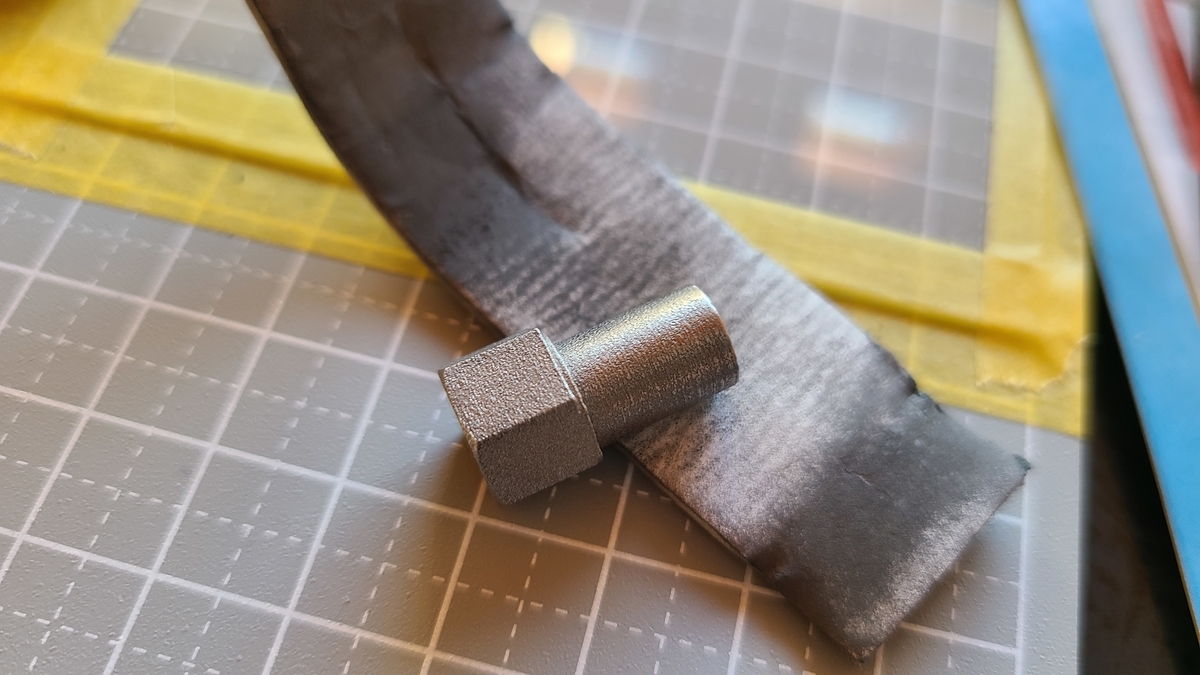
写真だとわかりにくいのですが、しばらくヤスリがけをすると梨地の凸部に少し金属光沢が出てきました。
もっと荒い番手から順番に磨いていけば綺麗に光るかもしれません。
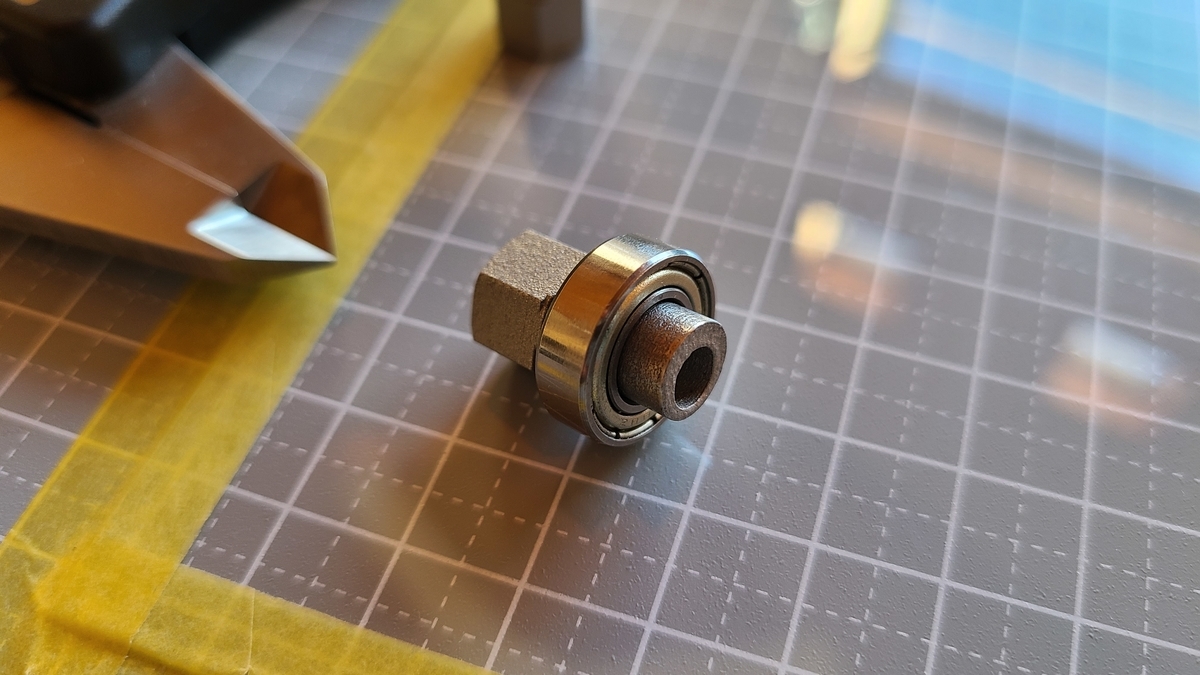
試しにベアリングを通してみるとすんなりと嵌まりました。
寸法は7.98mmになっていました。
このくらいの径なら公差は考えずにデータを入稿し、届いてからヤスリがけをするだけでも十分のようです。
・小径の穴の拡張
φ2〜5くらいの小径の穴は電動ドライバーと金属用のドリルを使って寸法を整えます。

今回使用したのは写真の電動ドライバーと部品を固定できるバイスです。
ステンレスは硬い素材なので、加工の際はバイスでしっかりと固定します。

歯が焼き付かないよう、切削油を垂らしながら少しずつ穴を開けていきます。
このくらいなら切削油ではなくクレ556でも大丈夫でしょう。
 αタッピングスプレー 難削材用 420ml ALP-TS")
![KURE(呉工業) 5-56 (430ml) 多用途・多機能防錆・潤滑剤 [ 品番 ] 1005 [HTRC2.1]](https://m.media-amazon.com/images/I/31qJnKGA4iL._SL500_.jpg "KURE(呉工業) 5-56 (430ml) 多用途・多機能防錆・潤滑剤 [ 品番 ] 1005 [HTRC2.1]")
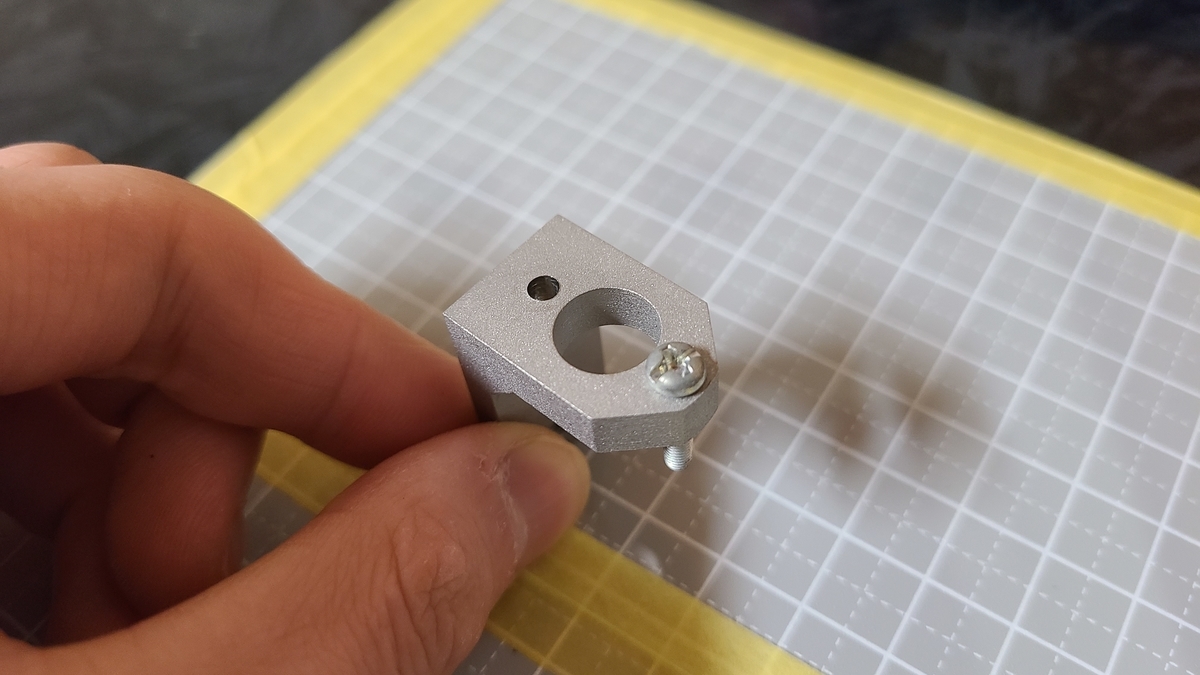
綺麗に開きました。ネジも通ったのでバッチリです。
ステンレスは一般家庭で加工するには少し大変なので、穴は最初から公差を考慮して大きめに設計するのが良いかもしれません。
・大径の穴の拡張
大径穴もやはり少し小さめに仕上がっています。
φ16mmの穴がφ15.86mmになっているので拡張していきます。
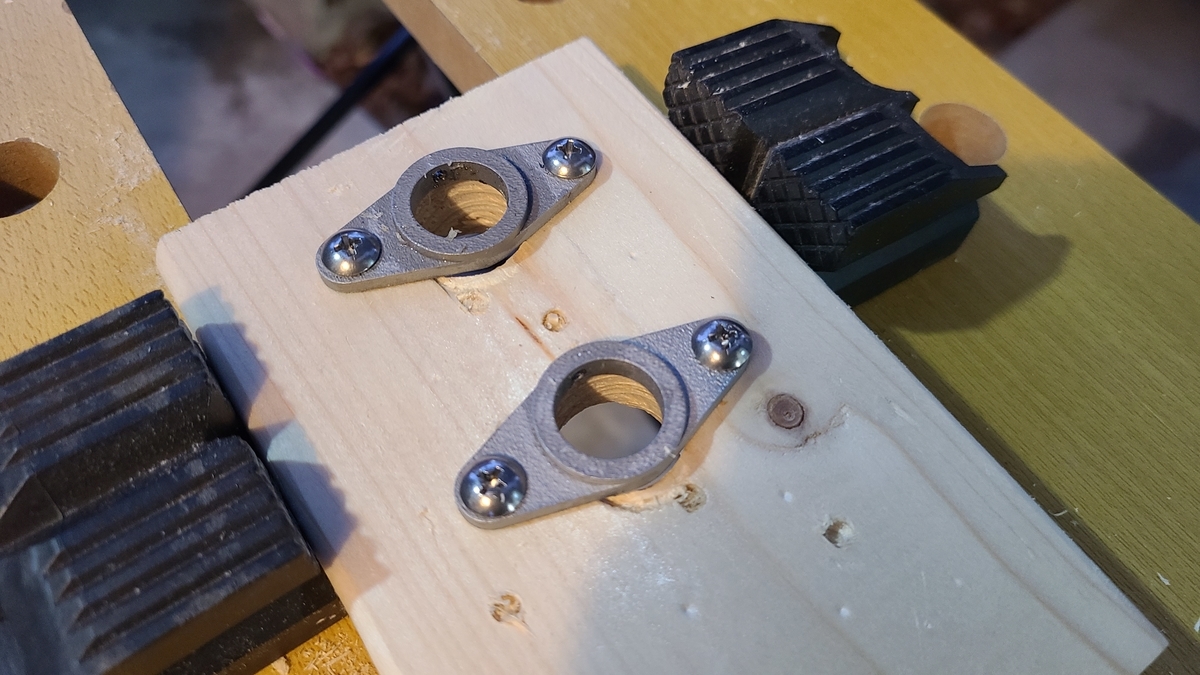
真ん中の大きな穴にベアリングを嵌めることを目標に加工していきます。
加工のために木材に固定しました。
ステンレス対応のたけのこドリルを使用します。
穴あけと同時に面取りもします。
 ステップドリル たけのこドリル タケノコドリル チタンコーティング メーカー3年保証 段付きドリル テーパシャンクドリル(4-20mm9段)")


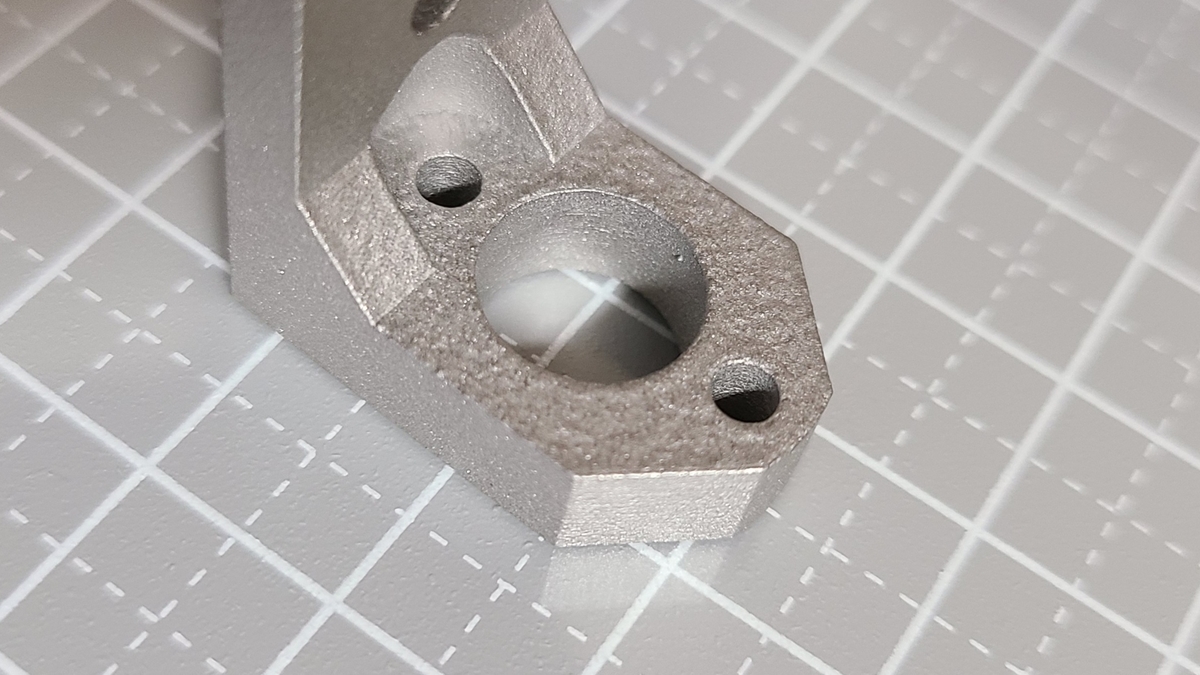
加工後は綺麗な金属光沢が見られます。
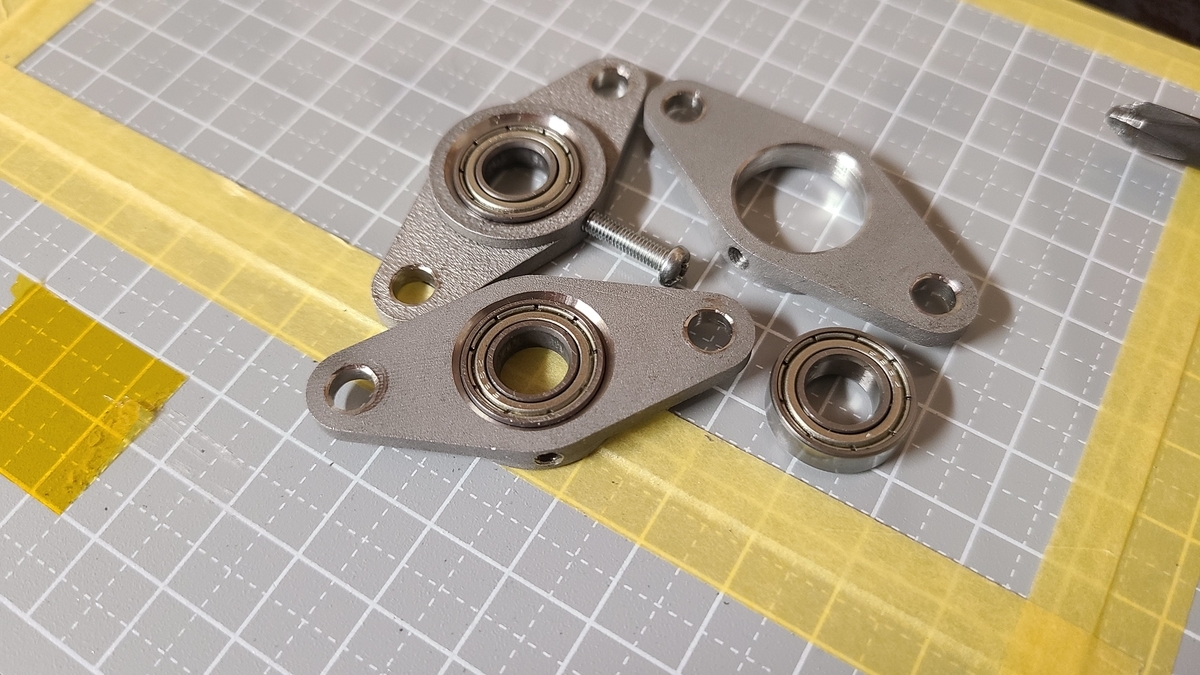
ベアリングもしっかりハマりました。
たけのこドリルは油を切らすとすぐに焼き付いてなまくらになってしまうので、常に油を差しながら作業します。
・タップ立て
拡張した穴にタップを立てていきます。


下穴径のドリルで穴を拡張し、バイスに部品を固定し、切削油を垂らしながら手でタップを立てていきます。
180°回し90°戻すのを繰り返しながらねじ込んでいきます。

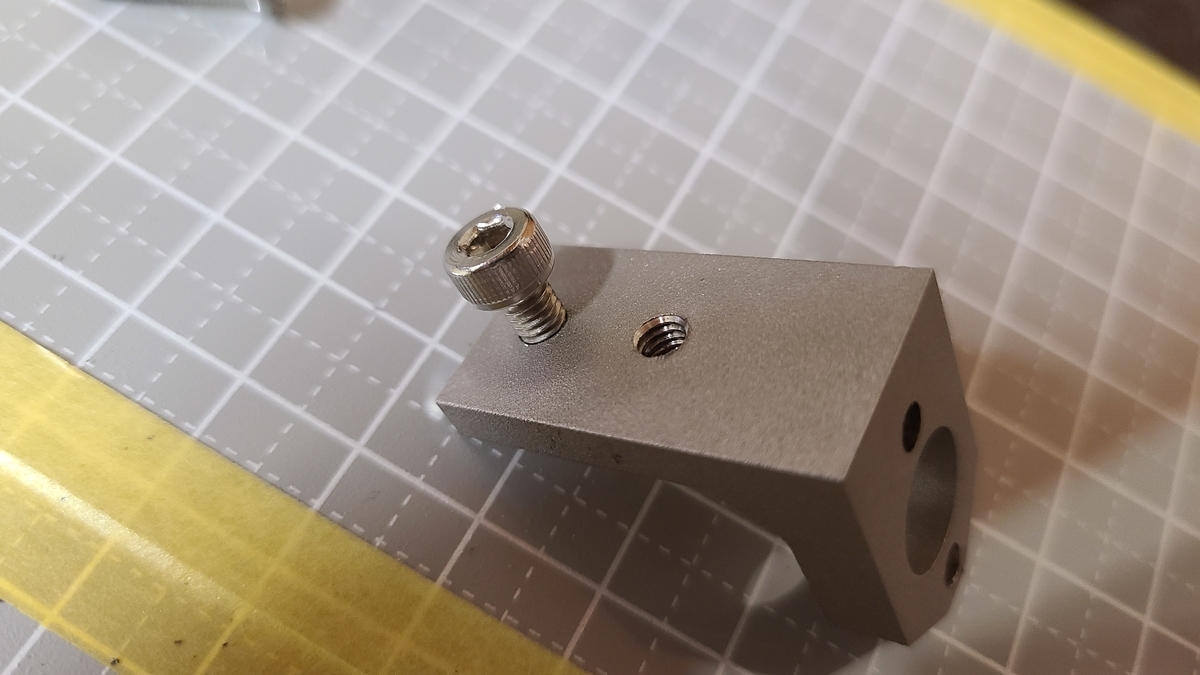
今回はM3とM4のタップを立ててみました。
ステンレスは硬い素材ですが、意外とすんなりタップを立てることが出来ました。
●まとめ
まとめです。
入稿したデータと比べると全体的に太って仕上がるため、精度の求められる部分は追加工が必要になる事がわかりました。
特にネジ穴などは追加工ありきで考えたほうが良さそうです。
とはいえ、ステンレスの加工はアルミとは違い切削油が必要になるなど若干ハードルが高いのも確かです。
穴の直径などは最初から0.2mmほど大きめに設計すると良いかもしれません。
●お得情報!【PR】
JLCPCBでは現在新規ユーザー向けに$54のクーポンを配布しているようです!!
正確にはSMD用や3Dプリント用の複数のクーポンの合計が$54ということのようです。
↑上のURLから新規登録ができるのでぜひJLCPCBの3Dプリントサービスを試してみてはいかがでしょうか…!
下のバナーからもアクセスできます!⬇⬇⬇
